Paul Breed has a post that resonates with me over at his blog Unreasonable Rocket:
“Making a new thing is hard. You will fail, over and over again, you will fail.
Edison tried thousands of light bulb filaments before he found one that worked.”-Paul Breed
Paul knows this much better than I do. He’s had rockets blow up on the launch pad that he spent several months and several thousand dollars making.
I’m a tightwad, and I’m also not a risk taker. The combination of those two traits has led to some frustration lately as I try to find a way to fabricate the robot lawn mower.
The tightwad in me says find the cheapest way to do it, even if the trade off is more of my time and frustration. I don’t need a drill press. I’ve got a perfectly good cordless drill! That’s the mentality, anyway.
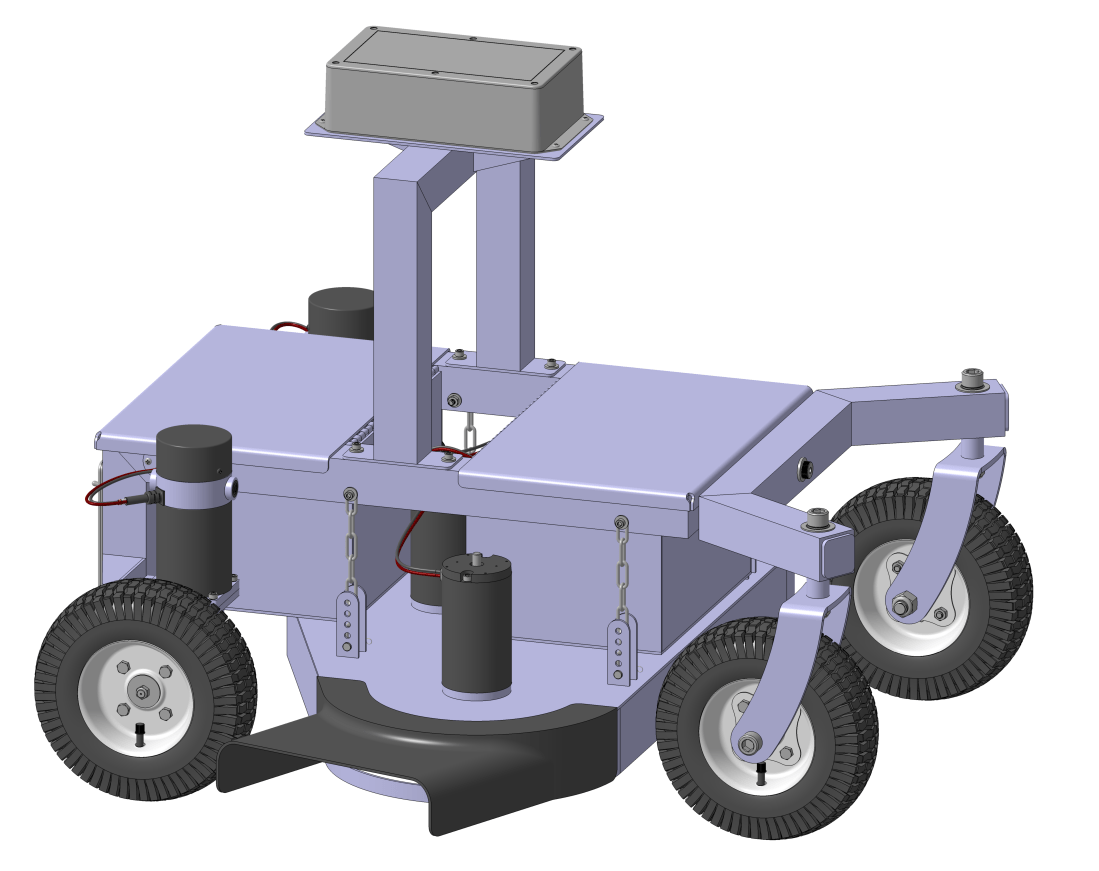
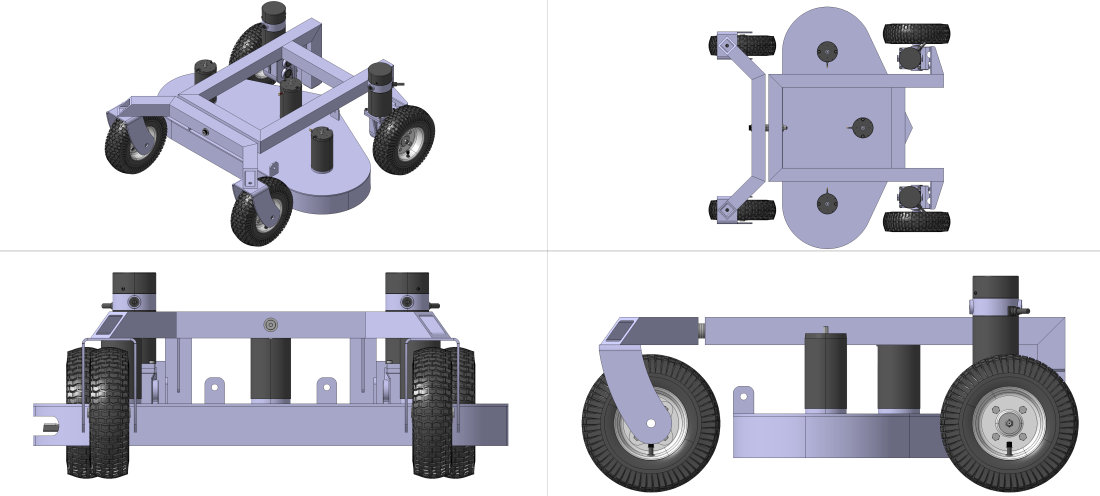
Because I’m not a risk taker, I spend a lot of time planning in my CAD software. You can prevent a lot of issues by planning well. To see the flip side of this coin, search the internet for “DIY robot lawn mower”. Most of the results you get are… janky, to say the least.
Because of these two traits, my initial plan was to have someone else make the robot lawn mower for me. I’m an engineer, not a machinist or welder. I was willing to spend about $2,000 dollars to have someone make my weldments complete. I can do the final assembly work myself; I have hex keys and wrenches at home.
Unfortunately, very few weld shops are willing to do anything but weld for me. They want you to bring them parts, and they’ll weld them up. The ones that are full up fab shops aren’t too interested in my work right now. A few of them have talked to me, but their quotes were several thousand dollars for just the mower deck. I’d hate to see their quotes for the chassis weldment.
For the cost these folks quoted me, I can go get my own band saw, drill press, slip roll machine, and various other tools to make my parts, and come out way ahead. There are lots of guys that can weld aluminum out there. They just don’t want to go buy material, cut it, make it per your print, etc. They’re welders, not prototype makers.
So based on the astronomical quotes I’ve received I’m going to go purchase my own tools, and start fabricating the parts I need for the robot lawn mower. I’ve done a good job making sure I can actually make each part I’ve designed. Now I just need to shell out some money for some good tools, and make it happen.
On my shortlist of items to buy:

Having my own tools will be nice. I’ll finally be able to control my own destiny, and make exactly what I need.