The vibration in my mower deck is caused by unbalanced mower blades. The distance between the mower blade’s center of mass and the rotation axis of the motor shaft is often referred to as eccentricity, and this eccentricity results in a centrifugal force as the mower blade’s center of mass is swung around the axis of rotation.

At high rotation speeds, even a small amount of eccentricity can result in a big centrifugal force. To see how far out of balance my mower blades were, I purchased a small RC plane prop balancer off the internet. With a few pieces of hardware from McMaster Carr I was able to get it to work with my mower blades.
One side of the blade was heavy, so I started putting scotch tape on the opposite side to see how much mass it would take to balance the blade. It soon became apparent I was going to need more mass than a few strips of tape, so I stuck a few #8-32 hex nuts on there. Once I got it pretty well balanced, I removed the tape and hex nuts and weighed them.

Because the mass of the blade assembly is not coincident with the rotation axis of the prop balancer, there exists a moment about the rotation axis when the center of mass is not directly below it.
By putting tape and hex nuts on the opposite end of the blade, we created an additional balancing moment. The sum of these two moments must be zero for a balanced blade at equilibrium.
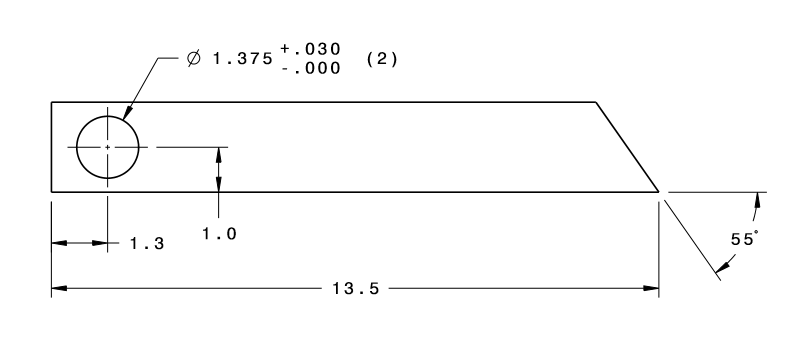
We can measure the mass of the blade, which is 798.1g. We also know the mass of the balance weight, 2.8g. And we know the position of the balance weight: it’s half the length of the blade, 6in.
Using this information, we can solve for the eccentricity:

And the resulting centrifugal force is:

To be fair, I didn’t get my motors up to 4800RPM. But at speeds near the natural frequency of a structure you get a lot of force magnification, so it’s entirely possible the mower deck was experiencing a force at least that large or larger.
I know what you’re thinking: that’s a lot of words to say “balance the blades, dummy.” But there’s a few reasons this exercise is valuable.
Firstly, it gives me a rough idea of how much material needs to be removed from the mower blade. It needs to be 2.8g lighter on the side opposite where we placed the balance mass. The volume of material that needs removed is:

If the blade is 0.203in thick and about 2in wide, that means we need to grind the end of the blade down by about:

That estimation will hopefully save me a few trips between the blade balancer and the grinder.
Secondly, these calculations shed some light on how significant the imbalance is between the various blade assembly components. It’s not just the mower blade that’s unbalanced: the adapter, screws and even the motor shaft (it’s keyed on one side, after all) also contribute to the unbalance.
However, their combined mass is smaller than the blade’s mass, and their locations from the axis of rotation are also relatively small. For example, you’d have to add nine 1/4 washers to one of the mounting bolts on the blade assembly to offset the unbalance that exists in the blade:

That stack of washers would be almost 5/8 of an inch tall and weigh 20.7g. So the lowest hanging fruit in our attempt to balance the blade assembly is going to be working on getting the blades themselves better balanced.1
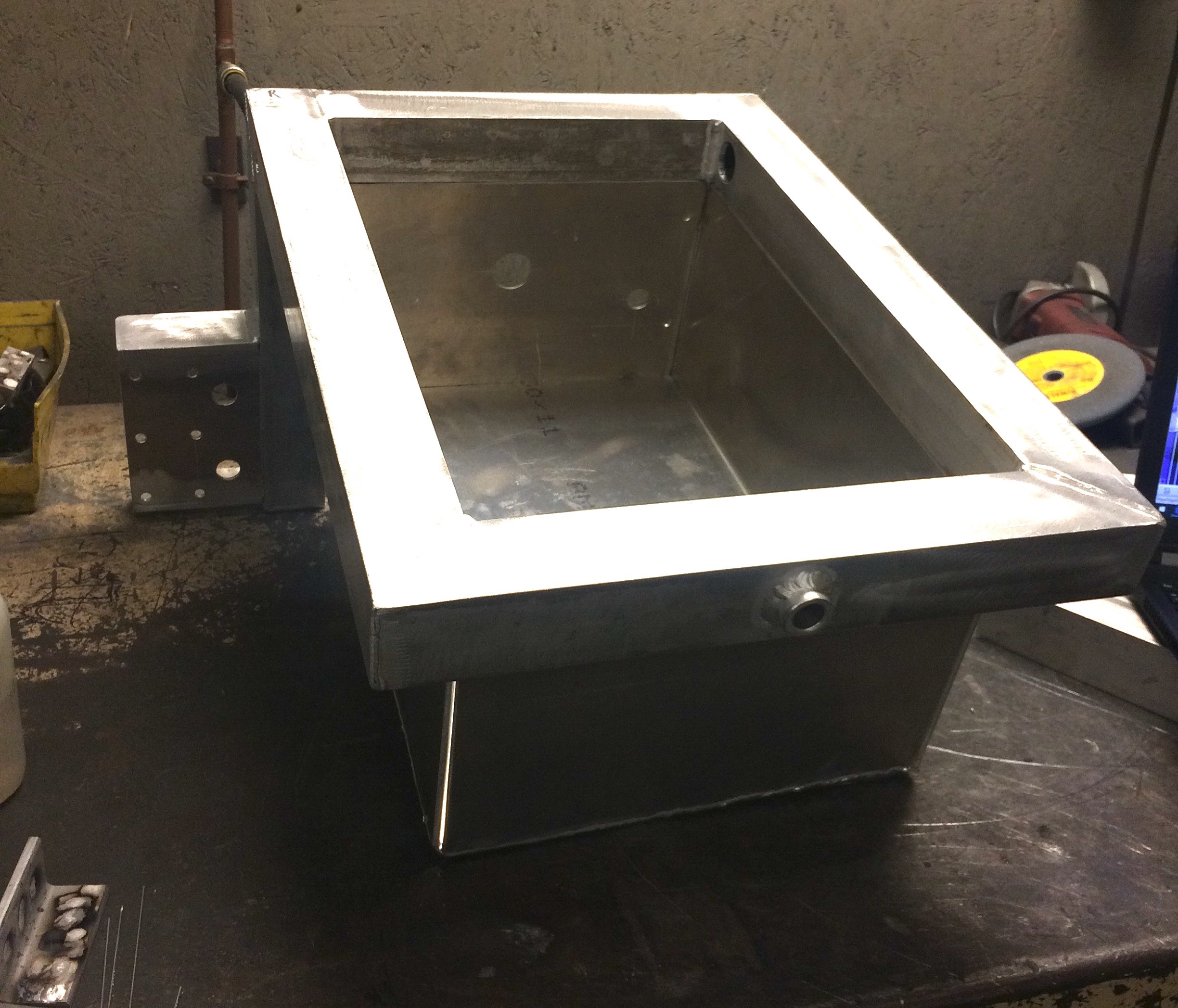
And lastly, these calculations reveal a major flaw with my mower blade assembly design: nothing holds the blade fixed relative to the adapter. The screws are inserted through clearance holes in the blade, and if you loosen them, you can wiggle the blade around relative to the adapter by about 1/16 of an inch.

If 0.021in eccentricity already exists in the mower blade, and that creates enough vibration to peel open an eyebolt on my mower deck mounts at resonance, then any slippage of the blade during operation will easily re-introduce that vibration.
It might be worthwhile to redesign the mower blade adapter to locate off the center hole in the blade to prevent this from happening. And to also redesign how the mower deck connects to the robot chassis. But for now we’ll focus on balancing the blades and see what that does for us.
- Adding washers like this would likely change the orientation of the inertial axes and introduce couple unbalance. I’m unsure how significant this couple unbalance would be. While one or two washer shims might work for fine tuning the balance, attempting to eliminate the unbalance like this may create a situation where the blade is balanced statically but still vibrates when rotating.